技術情報
Cast Iron
鋳鉄
- 自硬性(手込め)での試作ラインから、自動造型機における量産ラインまでを保有していることで、製品の試作から量産までを一貫して対応できます。
- 型製作から鋳鉄とアルミの素材製作、また機械加工まで対応できます。
- また、鋳鉄とアルミ鋳物を一つの工場で生産しているため、鋳鉄とアルミの接合技術(鋳包み)の対応も可能です。

自動造型ライン

自硬性(手込め)
超短納期に対応可能な試作体制
自硬性ラインは 、自動車部品のアルミ鋳物の試作を中心に、多数の短納期・高難度の鋳物部品の経験と実績が培われています。また、自社工場にて型を製作する以外にも、3次元CADデータから砂型(鋳型)をダイレクトに成型する例が増加しており、より短納期での対応が可能となって い ま す。
3D積層砂型鋳造による試作納期の目安
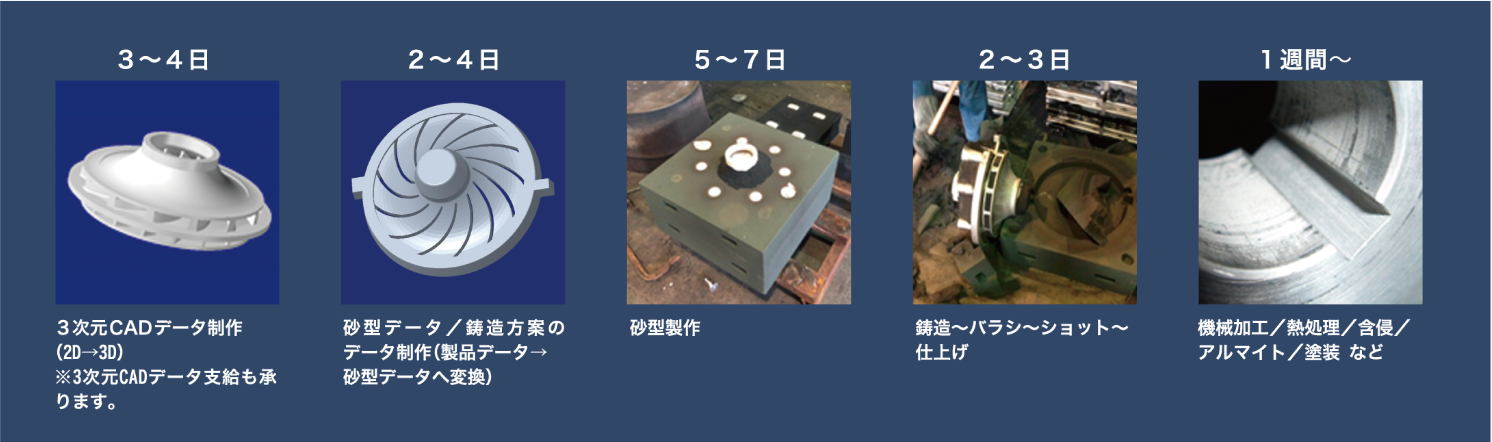
3Dプリンターで砂型(鋳型)製作
3次元CADデータがあれば、最短10日間で鋳物の製作も可能です。調達納期を最優先する場合や、型がなく1個だけの鋳物を要する試作時などには、最適な手段となります。
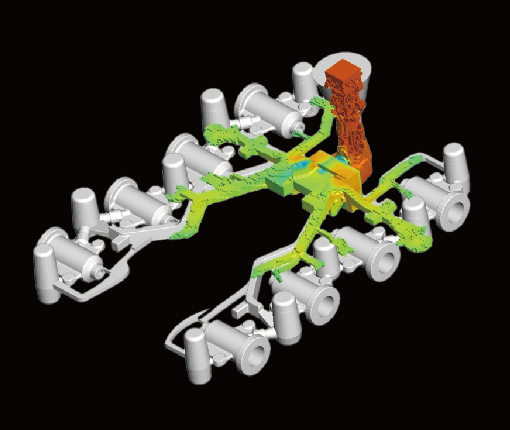
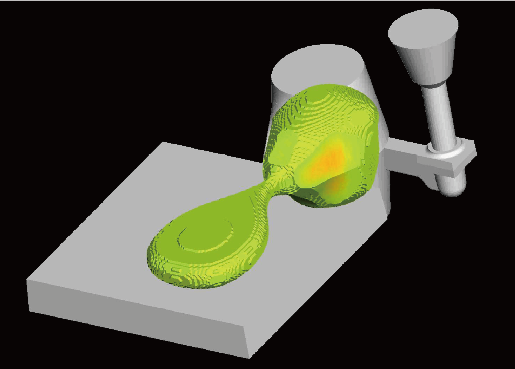
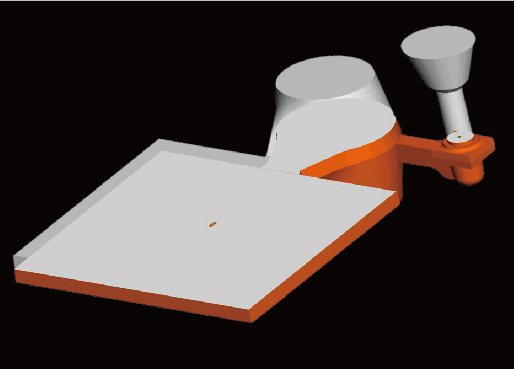
シミュレーション技術による最適な鋳造方案の設計
鋳造プロセスでは 、鋳物内部に発生する巣をいかに抑制するかが課題となります。鋳造の湯流れシミュレーションの導入により、事前に巣が発生する箇所(欠陥発生箇所)を予測することで、最適な鋳造方案の設計が可能です。
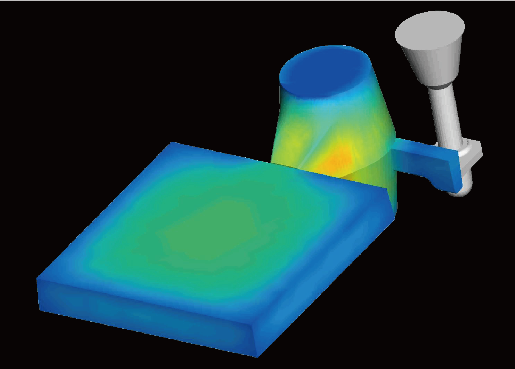
湯流れシミュレーション

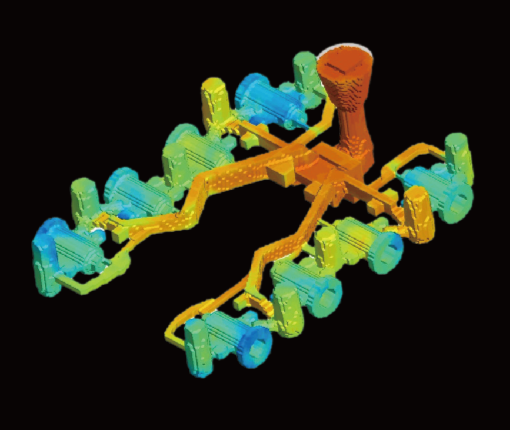
凝固シミュレーション
HVC技術( 真空脱ガス処理 )による超薄肉鋳物の製造
鋳鉄を真空脱ガス(HVC)処理することにより、溶湯の粘性が改良され超薄肉鋳物の製造が可能となり、また、引け巣の減少、歩留まりの向上にも繋がります。
HVC(Higher Valuable Casting)とは
■自社独自の鋳造技術で、溶湯処理(真空脱ガス)を行うことにより、良質な溶湯が実現できます。
■一般的な溶湯と比較し、流動性が向上し、薄肉軽量化、切削性向上、不良率低減、歩留まりの向上などが見込めます。
独自の鋳造技術で「薄肉」の限界に挑む
(1)薄肉軽量化
従来の鋳鉄品の肉厚は、4~5㎜程度が限界とされて いますが、溶湯中のガスをコントロールすることにより、1~2㎜の超薄肉鋳物(無チル化)の製造が可能となります。
(2)切削性向上
HVC処理材は、フェライト地が通常の鋳鉄よりも20~30%多く、これにより切削性が向上します。
(3)不良率低減
フェライト化の促進により、内部欠陥である引け巣が減少し、不良率を低減できます。
(4)歩留向上
HVC処理することにより、押し湯などが少なくでき、方案歩留まりの10%以上の向上が可能となります。
低熱膨張鋳鉄(ヒノGDインバー)
5G化/IoT化/自動運転化等を背景に、高精度なものづくり要求が高まる中、温度による寸法変化が小さい低熱膨張鋳鉄材料を開発しました。温度変化環境下で寸法要求精度が高い、工作機械/半導体製造装置/真空ポンプ他の部品への採用を想定しています。
※ヒノGDインバーは、日之出水道機器(株)にて特許申請中であり、商標登録済みです。
特徴
■主要添加元素の配合比を最適化する事で、鋳鉄やニレジスト(JIS規格材)と比較して線膨張係数が小さい。
■基地組織中の黒鉛を微細に分散させた事で、鋳造性や切削性に優れる。
■鋳造による最終製品に近い形状(ニアネットシェイプ)の成形が可能。
物性値詳細
| 品番 | 種類 | 特徴 | 線膨張係数(ppm/K) | 引張強さ(MPa) |
|---|---|---|---|---|
| EG3 | 片状黒鉛鋳鉄系 | 高減衰性 | ※2.5~3.5 | 100~200 |
| ED3 | 球状黒鉛鋳鉄系 | 低膨張 | ※1~2 | 400~500 |
| ED2 | 極低膨張 | 400~500 |
実績例|材質・製法
◎材質
ねずみ鋳鉄
●FC150 ●FC200 ●FC250 ●FC300
ダクタイル鋳鉄
●FCD450 ●FCD500 ●FCD550 ●FCD600 ●FCD700
その他
●FCD800以上 ●FCAD(ADI)
特殊鋳鉄
[低熱膨張鋳鉄](試作のみ)
◎製法
砂型鋳造
●自動造型 ●自硬性(手込め) ●フルモールド(消失鋳造)
特殊鋳造
●3D積層砂型鋳造